E-mail: [email protected] Whatsapp: +8613647327093 Tel: +86-731-8403-0163
E-mail: [email protected] Whatsapp: +8613647327093 Tel: +86-731-8403-0163
The Kelly bar is a key component of a rotary drilling rig, and the design and performance of its key strip system directly affect drilling efficiency and adaptability to different ground conditions. The key strip system is mainly used to transmit torque and crowd force. The mainstream designs currently include three types: friction kelly bars, interlocking kelly bars, and multi-lock kelly bars (continuous-lock kelly bars), each with distinct structural characteristics and suitable working conditions.
A friction kelly bar transmits crowd force through the friction generated between key strips. Its outer driving keys are commonly designed in three-key or six-key arrangements. This type of Kelly bar does not have mechanical lock points for crowding; its maximum crowd force is provided by the self-weight of each Kelly bar section combined with the downward friction between the inner and outer keys.
- Advantages: Simple structure, easy operation, suitable for general soil layers and soft rock formations.
- Limitations: In hard soils, gravel layers, or highly cohesive formations, slippage between the key strips often occurs, reducing drilling efficiency. In severe cases, “kelly bar hammering” may happen, compromising safety and progress.
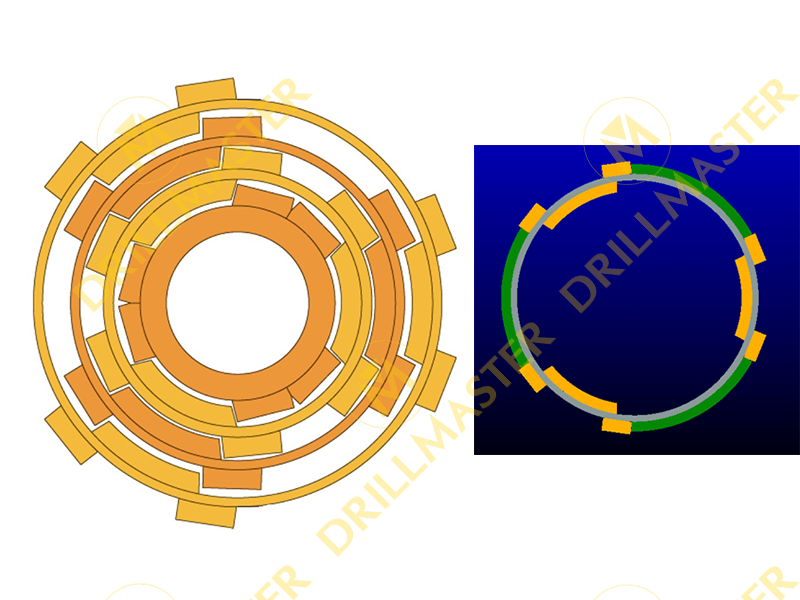
Each section of the interlocking kelly bar is composed of a seamless steel pipe with welded inner and outer driving keys. Its core feature is the addition of 3–6 locking points on the outer key strip (the exact number depends on kelly bar length and rig model; for example, a 508 type 14.5m/15.5m kelly bar usually has 3 groups, while most others have 4 groups).
- Working Mechanism: When the inner key aligns with a locking point on the outer key, the rotary head transmits crowd force directly to the drilling tool via the crowd cylinder, achieving mechanical interlock and effectively preventing slippage.
- Advantages: Significantly enhances drilling capacity in hard formations; more direct and reliable transmission of crowd force.
- Application: Suitable for gravel layers, moderately weathered rock, and conditions requiring high crowd force.
3. Multi-Lock / Continuous-Lock kelly bar
The multi-lock kelly bar is a more advanced key strip design, in which both the inner and outer driving keys are machined with rack-like continuous stepped teeth. During drilling, the inner and outer keys interlock through rotation, forming continuous, multi-stage mechanical locking.
- Working Mechanism: The crowd force generated by the cylinder is transmitted directly and efficiently to the bit through tooth engagement, with almost no energy loss and extremely strong anti-slippage capacity.
- Advantages: Provides the strongest crowd force transmission efficiency and adaptability to complex formations; especially suitable for ultra-hard rock and cobble layers.
- Application: Commonly used in large rotary rigs and ultra-deep, ultra-hard foundation piling projects.

The design of the Kelly bar key strip goes far beyond simple steel strip welding—it is the core of power transmission in a rotary rig, directly determining torque transfer efficiency, crowding ability, anti-slippage performance, and service life in complex formations. The key design considerations include:
1. Structural Form & Functional Role
This is the primary design decision that defines the basic performance of the kelly bar.
Friction Keys: Focus on maximizing friction coefficient, usually adopting wide, continuous key strips to enlarge the contact area. Surface treatments (such as quenching or wear-resistant coatings) are often applied to enhance friction and wear resistance. The goal is to provide stable, predictable friction force.
Interlock Keys: Core design lies in the geometry and accuracy of locking points.

Locking point shape: The bearing surface must have an appropriate angle (close to 90°) to ensure smooth engagement and secure seating of the inner key, withstanding large downward forces without disengaging or breaking.
Locking point spacing: Number and spacing must precisely match the kelly bar section length and count, ensuring even load distribution and avoiding stress concentration.
Continuous-Lock Keys: The highest-level design, with focus on tooth profile.
Tooth angle: Must be precisely calculated to allow smooth engagement/disengagement while bearing huge vertical and torsional loads without tooth jumping or breakage.
Strength & wear resistance: Each tooth is a stress point, requiring special strengthening (e.g., carburizing, nitriding). Root fillets must be adequate to avoid stress concentration.
2. Material Selection & Heat Treatment
key strips endure massive friction, impact, and cyclic loads—materials are fundamental.
High-strength alloy steel: Ensures no plastic deformation or fracture under extreme stress.
Heat treatment: The “soul” of performance.
Quenching & tempering: Provides a strong yet tough core, resisting impact fractures.
Surface hardening: Typically, induction hardening is applied to friction or engagement surfaces, forming a hardened wear-resistant layer (HRC55+), while the core retains toughness. Depth and uniformity of hardening are critical for quality.
3. Manufacturing Process & Precision Control

Welding: key strips must be fully penetration welded to the kelly bar body using high-strength filler wire and automated equipment. Flaws (slag, porosity, lack of fusion) must be eliminated. Weld seams require NDT (e.g., ultrasonic inspection).

Machining precision:
Straightness & parallelism: Keys must be perfectly straight and parallel to ensure smooth telescoping and avoid accelerated wear.
Positional accuracy: The relative positions of inner and outer keys across kelly bar sections must be precise for reliable engagement, especially critical for interlock and multi-lock kelly bars.

4. Compatibility with the Rotary Head
Keys work in conjunction with the key box in the rotary head.
Dimensional fit: Width and height must match the key box slot precisely, with appropriate clearance. Too tight causes jamming; too loose leads to impact, noise, and wear.
Guidance design: Ends of keys are chamfered or rounded to allow smooth insertion during initial engagement, reducing collision.
5. Wear Resistance & Service Life
Keys are wear parts, directly affecting maintenance cost and downtime.
Wear monitoring: Designs often include wear limit indicators, helping operators decide when replacement is needed to prevent accidents.
Preventing Abnormal Damage to Kelly bar Keys is essential for efficiency and cost control, as key damage directly affects rig availability and safety.
1. Standardized Operation – Preventing Most Failures at the Source
No “forceful operation” or slippage
Friction kelly bars: In hard rock or gravel layers, if slippage occurs (rotary head turning without penetration), stop crowding and lift immediately. Forcing will cause overheating, wear, or even burning of keys (“scoring” or “burning” keys).
Interlock/Multi-lock kelly bars: Always fully unlock before extraction. During lowering, rotate slowly before contact with the borehole bottom, allowing natural engagement by gravity and rotation. A dull “thud” sound and sudden pressure rise indicate successful lock-in.
Before extraction, reverse and lift slowly (10–20 cm) until the lock point disengages and load reduces. Never pull without unlocking, which can severely damage or scrap kelly bars.
Maintain borehole verticality: Misalignment causes bending stress, uneven wear, and fracture risks. Use quality guide tools and monitor mast verticality.
Avoid rough operation: Minimize sudden stops, sharp turns, and impacts. Instant overloads may exceed fatigue limits, causing cracks or fractures.
2. Diligent Maintenance – Extending Service Life
Regular inspection: After each drilling cycle, check for cracks, chipping, or plastic deformation.
Daily cleaning: Remove sand and gravel from keys and key slots; hard debris acts like an abrasive.
Timely repair: Grind off burrs, repair worn coatings, and weld minor cracks before they spread.
3. Proper Selection & Geology Matching
No “undersized tools”: Do not use friction kelly bars in formations requiring high crowd force. Always select interlock or multi-lock kelly bars based on geological reports.
Check compatibility: Ensure kelly bar and rotary head dimensions match. Mismatched combinations cause impact or jamming—especially when mixing pkelly baructs from different manufacturers.
4. Rig Condition Monitoring
Rotary head slot wear: If worn into a “bell mouth” shape or stepped, poor fit will cause impacts and uneven wear. Regular inspection and repair/replacement are equally important.
Drillmaster provides kinds of kelly bars with scientific design and strict inspections. Welcome to contact us if any needs. We supply all-in-one customized solution.
WhatsApp: +8613647327093

Email: [email protected]
Contact Us



