E-mail: [email protected] Whatsapp: +8613647327093 Tel: +86-731-8403-0163
E-mail: [email protected] Whatsapp: +8613647327093 Tel: +86-731-8403-0163
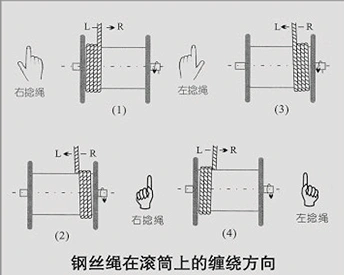
The winding direction of a right-lay or left-lay wire rope on the drum must be such that the rope is tightened rather than loosened during operation. For a right-lay (Z-lay) rope, if the drum rotates from top to bottom, the rope should be arranged from left to right (see Figure 1). If the drum rotates from bottom to top, the rope should be arranged from right to left (see Figure 2). Conversely, for a left-lay (S-lay) rope, the arrangement direction on the drum should follow Figure 3 or Figure 4.
When loading or unloading a coil of wire rope, a crane must be used for hoisting to avoid damaging the coil or causing the rope to become tangled.
During ground transport, the rope coil should not be rolled on uneven ground, as this may cause surface damage to the rope.
For ropes without outer packaging, care must be taken to ensure that no harmful foreign matter that could affect performance adheres to the rope surface.
Before being placed into storage, wire ropes should be inspected in accordance with relevant technical standards or contractual specifications. After acceptance and storage, they should be kept on a dry floor, raised off the ground with stones or wooden planks, and covered with a waterproof tarpaulin.
Although sufficient lubricant is applied during manufacturing, it gradually diminishes over time. Therefore, regular lubrication must be carried out during service to ensure corrosion protection and proper lubrication, reduce friction, and extend service life.
It is very important to use sheaves, pulleys, and drums with appropriately shaped grooves. Before installing a new rope, a thorough inspection must be performed. The groove radius should be approximately 7.5% larger than the nominal radius of the wire rope and must never be smaller than required, otherwise problems may occur early in the rope’s service life.
The groove must provide clearance for the rope while offering adequate support around its circumference to ensure proper strand operation and allow bending. When the groove becomes worn, the rope may be pinched, restricting strand and wire movement and reducing the rope’s bending ability.
When a new rope is installed, its diameter may differ slightly from the worn groove of the old rope, and the new rope may not fit the old wear pattern, leading to unnecessary abrasion. If excessive wear is observed after installing a new rope, the groove may be corrected by machining.
The fleet angle is the angle between the perpendicular line from the sheave center to the drum axis and the line from the sheave center to the inner edge of the drum flange. For drums without grooves, the fleet angle should not exceed 1.5°; for grooved drums, it should not exceed 2.5°. This ensures minimum wear between the wire rope and the adjacent wrap on a plain drum, and between the rope and the groove sides on a grooved drum.
When using wire ropes, regular inspections must be carried out in accordance with regulations, and the inspection results should be carefully recorded. Routine inspections should include the following items: degree of wear, broken wires, corrosion, lubrication condition, deformation, rope connections or end terminations, and any other abnormal conditions.
Wire ropes slide over components such as drums, sheaves, and guide rollers, and friction can easily wear grooves into these parts, accelerating rope wear. Wear between the rope and sheaves may also deform the rope and increase bending fatigue. Therefore, these components must be carefully inspected; any unsuitable parts must be replaced or corrected immediately.
In addition, wire ropes used in the petroleum industry must be inspected in accordance with the relevant provisions and standards of that industry (e.g., API specifications), covering both the rope and its associated fittings.
1. Initial Operation
When a new rope is installed, it is recommended to run it at slow speed under load for several cycles. This allows the new rope to gradually adjust to the operating conditions. In general, winding more than one layer of rope on the drum is not advisable; however, when unavoidable, the subsequent layer should be evenly wound over the previous layer. Irregular winding can cause severe surface wear or deformation, leading to premature retirement.
2. Wear Inspection
The entire length of the rope should be inspected frequently, with special attention given to areas known to be prone to damage. Shortening the rope can change the location of the most vulnerable section. Therefore, where possible, it is advisable to start with a slightly longer rope so that there is allowance for later cutting back. This is particularly beneficial where spliced sections must pass over sheaves. Spliced sections are the most vulnerable, and cutting out damaged portions and resplicing is relatively easy. If excessive wear tends to occur at one end of the rope, reversing the rope end-for-end (i.e., swapping the load end and the drum end) before excessive wear develops can extend service life. Special attention should be paid to broken wires, excessive wear, and lubrication needs.
3. Internal Inspection
A complete rope inspection must also include internal inspection at appropriate locations. Internal damage, mainly caused by corrosion and fatigue mechanisms, is an important but not easily detectable cause of rope retirement.
With careful use of simple tools, it is possible to obtain a reasonable assessment of the internal condition of round-strand and multi-strand ropes up to 28 mm in diameter. The inspection can be carried out on site when the rope is not under tension.
4. Inspection Methods
The inspection method involves clamping two suitably sized tongs onto the rope at a spacing of 100–200 mm (4–8 inches), and rotating the tongs in opposite directions to counter-twist the rope, causing the strands to lift away from the core.
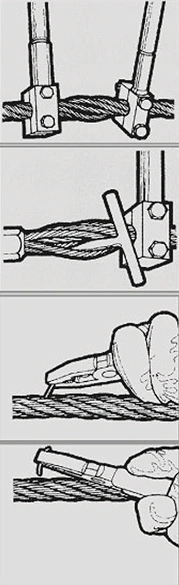
During this operation, great care must be taken to avoid excessive movement of the strands, which could cause permanent deformation.
Once gaps appear, a probe such as a screwdriver can be used to move the strands aside and clear away oil or debris that obstructs the view.
When gaps are opened, the following aspects should typically be examined:
- Internal lubrication condition
- Degree of corrosion
- Pressure/wear marks between wires
- Broken wires – when checking for broken wires, careful attention is needed because broken ends are often not separated and are difficult to detect.
After inspection, the internal parts should be re-lubricated, and the tongs should be turned back with moderate force so that the strands return fully to their original positions. After removing the tongs, the outer surface of the rope should also be lubricated if necessary. If the procedure is performed correctly, the rope will not be deformed.
1) Sections Near the Break Point
Near the rope drum or other break points, such as fixed rope ends or suspension points, the above procedure should be adjusted. In such cases, one clamp may suffice, because the rivet at the break point or a rod inserted into the hole at the break point can provide sufficient restraint.
2) Where to Inspect
Since it is impossible to inspect the entire rope internally, suitable locations should be selected.
In service where the rope passes over drums, sheaves, or pulleys, it is generally necessary to inspect the sections where the rope enters and leaves the grooves under maximum load, especially after sudden loading, as well as sections that are exposed for long periods, such as those over main hoist sheaves.
Particular attention should be given to moving ropes, but especially to sections near fixed end points.
3) Broken Wires
After broken wires appear, the rope may continue to operate, but the broken wires should be removed as soon as possible. Cutting broken wires with wire cutters is common but is by no means the best method, as it leaves a rough end.
To save time and avoid trouble, broken wires can be bent back and forth with pliers until they break off. Using this method, the wire breaks inside the rope rather than on the outside, and the broken end remains between the strands without causing harm.
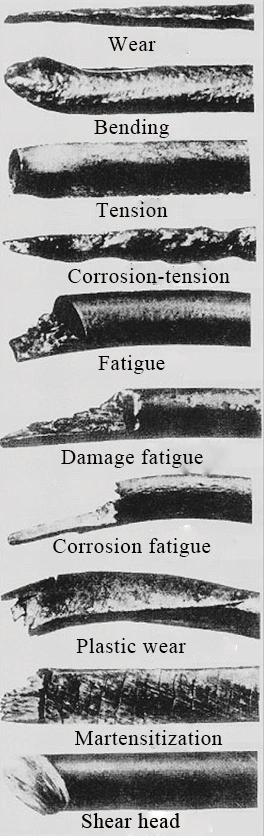
Particular attention must be given to areas known to be prone to damage. Excessive wear, broken wires, deformation, and corrosion are common signs of deterioration.
1. Wear
Wear is a common phenomenon. Choosing a rope with the correct construction ensures that wear is only a secondary factor in damage; proper lubrication helps reduce wear.
2. Broken Wires
Broken wires are common near the end of a rope’s service life and are caused by bending fatigue and wear. Localised broken wires may indicate a mechanical defect in the equipment. Correct lubrication improves the rope’s fatigue performance.
3. Deformation
Deformation is often the result of mechanical damage; if severe, it can significantly affect the rope length. Rust indicates a lack of proper lubrication leading to corrosion. In some cases, visible pitting corrosion may appear on the outer surface of the wires, eventually leading to broken wires.
4. Internal Corrosion
Occurs when lubrication is insufficient or improperly applied. A reduction in diameter often leads the inspector to suspect this, but confirmation can only be obtained by opening the rope for internal inspection using calipers or by properly applying rivets.
5. Multi-layer Winding
Winding rope in multiple layers on a drum can cause severe deformation of the lower layers.
6. Poor Winding
(Caused by excessive fleet angle or too loose winding) can lead to mechanical damage, manifesting as severe crushing, which may result in sudden loading during operation.
7. Sheave Diameter Too Small
Contact Us



