E-mail: [email protected] Whatsapp: +8613647327093 Tel: +86-731-8403-0163
E-mail: [email protected] Whatsapp: +8613647327093 Tel: +86-731-8403-0163
In pile foundation works, shield tunneling, horizontal directional drilling (HDD), and similar construction projects, slurry treatment is an unavoidable process. On the surface, it may seem like nothing more than “separating sand from slurry,” but anyone with real site experience knows that achieving both high processing speed and clean separation at the same time is far from simple.
In real projects, slurry treatment equipment is often caught in a classic dilemma.
If efficiency is prioritized—pursuing high throughput and rapid sand discharge—the system usually relaxes separation conditions: larger screen openings and coarser hydrocyclone cut points. Processing speed increases, but fine particles and slurry tend to escape with the liquid phase. This not only reduces recovery efficiency but also places additional burden on downstream circulation systems.
Conversely, if precision is prioritized and the goal is to “filter the slurry as cleanly as possible,” finer screens and more aggressive separation parameters become necessary. In the short term, separation results may look ideal, but the cost is obvious: reduced capacity, sharply increased screen loading, frequent screen blinding, screen jumping, deteriorating pump conditions, and an overall decline in system stability.
This is the recurring reality on many construction sites: efficiency and precision seem to require sacrificing one for the other.
But is the problem really that the equipment is “not powerful enough”? Or does it lie in the mindset itself—trying to force a single component to take on tasks that should be completed through system-level coordination?
This is precisely where the design philosophy of the desanding and desilting integrated unit diverges. Rather than relying on a single high-performance hydrocyclone or an ultra-fine screen, it uses a holistic structural design—hydrocyclone combinations, staged screening, and closed-loop level control—to break down separation tasks of different “difficulty levels,” assigning each stage a clear role and completing the process step by step.
In other words, the real answer does not lie in a “stronger component,” but in a system design with clear structural division of labor and a closed, logical flow. Next, starting from the core structure of this system, we will unpack how it achieves a balance between efficiency and precision.
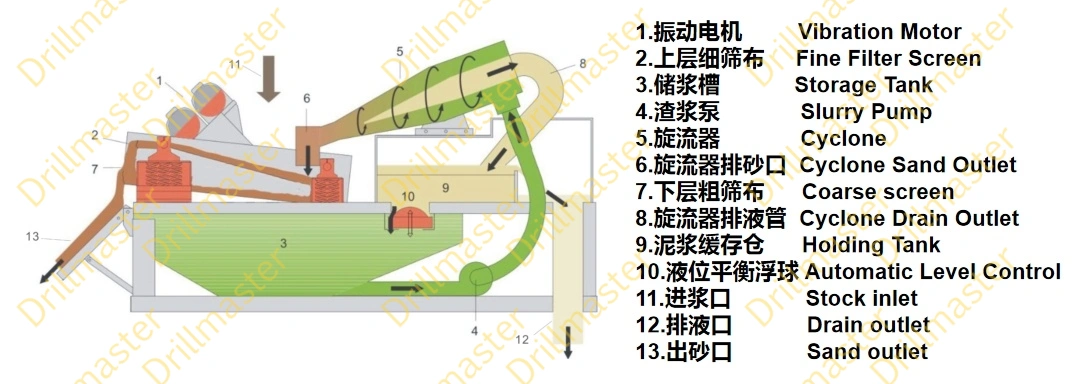
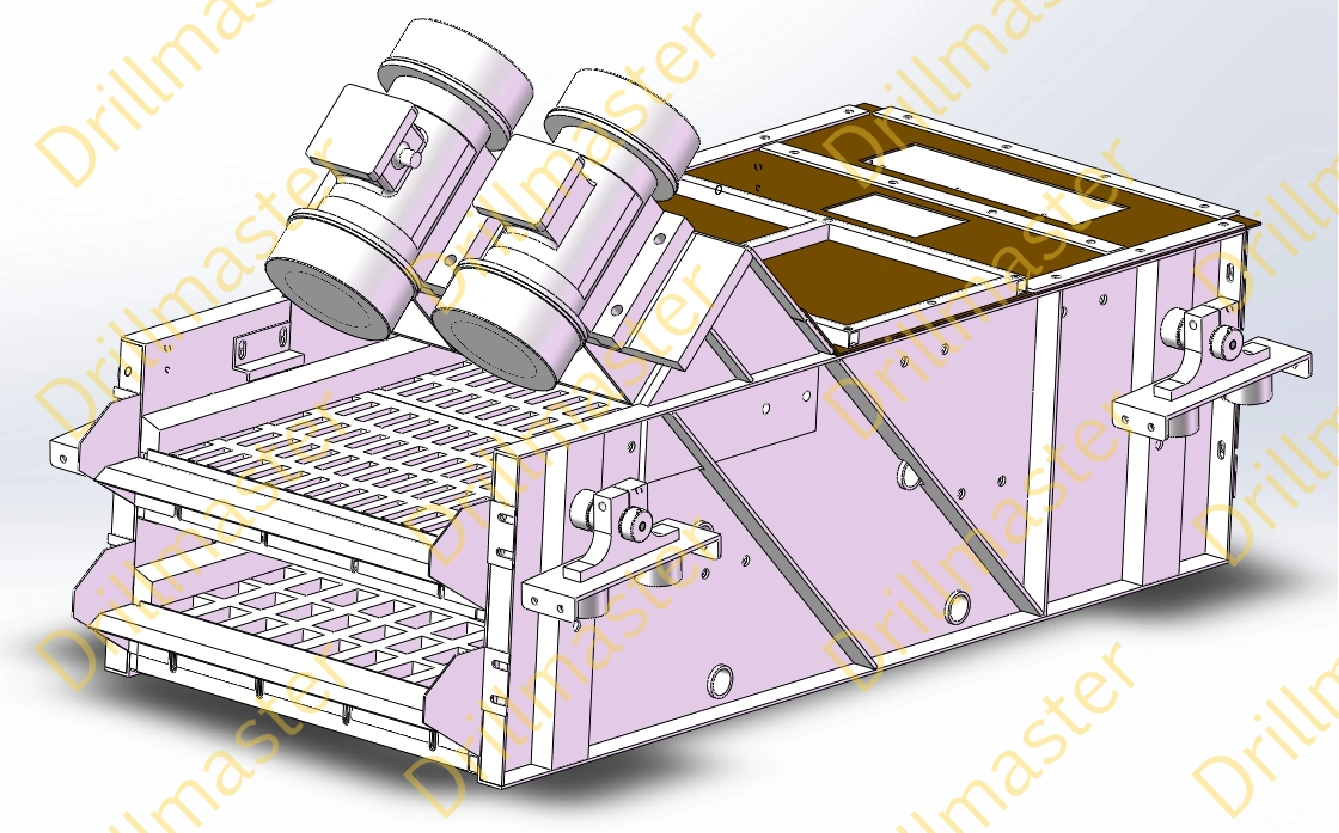
When many people first see a schematic of a desanding and desilting integrated unit, they often get a misleading impression: vibrating screens, hydrocyclones, pumps, slurry tanks—all present, seemingly “assembled” from multiple devices.
But a deeper understanding reveals that this is not a simple aggregation of equipment. It is a carefully designed, functionally layered system.
The essence of this structure lies not in having “more equipment,” but in clear division of labor and progressive processing.
At a system level, three core modules work in coordination: the double-deck vibrating screen system, the hydrocyclone cluster, and the level-balancing and circulation system. Each has clearly defined responsibilities and processing boundaries, cooperating without overstepping into each other’s roles.
- First, the double-deck vibrating screen system.
It does not attempt to complete all screening tasks in one step. Instead, it follows a “coarse first, fine later” approach. The lower deck coarse screen rapidly removes oversized particles and debris, prioritizing throughput and system safety. The upper deck fine screen, operating under significantly reduced load, focuses on precision screening and final quality control.
- Second, the hydrocyclone cluster in the middle of the system.

The hydrocyclones do not face raw slurry directly. They operate under relatively stable pumping conditions of concentration and flow. Their role is clearly defined: efficient classification of medium and fine particles—not handling all particle sizes. This “classification-only” positioning allows hydrocyclones to maintain high efficiency and predictable performance over time.
- Finally, the often-overlooked but critical level-balancing and circulation system.
It does not directly participate in separation, yet it determines whether the entire system can operate under stable conditions. Through level buffering and automatic make-up and discharge control, it absorbs fluctuations caused by feed variations and screening rhythm changes, providing pumps and hydrocyclones with a consistently controllable operating environment.
Underlying these three modules is a key design principle: each component does only what it does best.
The vibrating screen does not chase ultra-fine separation, hydrocyclones do not absorb large-particle impacts, and the level system does not forcibly intervene in separation results. This clear, non-overlapping division of responsibilities prevents mutual interference and ensures that efficiency and precision are no longer opposing choices.
For this reason, the core value of the integrated unit does not lie in individual component specifications, but in how the system uses functional layering to break complex problems into manageable steps. Next, we will start with the first screening stage and analyze how this structure works in real operation.
Within the integrated system, the lower coarse screen may appear unremarkable in position, yet it plays a critical role. It does not aim for fine separation, nor does it define final precision. Instead, it serves as the first line of defense—mitigating risks and unloading the system in advance.
Functionally, its primary task is clear: rapidly remove oversized particles, debris, and irregular materials. These may include cobbles and fragments from the formation or foreign objects introduced during construction. If allowed into the pump and hydrocyclone system, they can cause instantaneous shocks, blockages, abnormal wear, or even shutdowns.
In essence, the coarse screen performs a task beyond “screening”—it protects the system’s core components.
By intercepting large particles at the front end, it creates a safer, more controllable environment for slurry pumps and hydrocyclones, preventing high-value components from bearing unnecessary impact loads.
From a structural perspective, the role of the coarse screen can be summarized in one sentence: keep out anything that should not enter the hydrocyclone.
Hydrocyclones excel at density and size classification of medium and fine particles—not at handling wide particle-size distributions. By clearly defining this boundary, the coarse screen isolates unsuitable material early, making downstream separation purer and more efficient.
This “pre-emptive load reduction” is often underestimated. Some worry that an extra screening stage will slow throughput. In practice, the opposite is true.
With large particles removed upfront, downstream operation becomes smoother: pumps run more stably, hydrocyclones clog less frequently, and abnormal wear of screens and consumables is greatly reduced. The result is not reduced capacity, but significantly longer effective operating time and fewer shutdowns.
In other words, the coarse screen is not “adding a step,” but reducing forced interruptions. A single structural intervention enables longer, higher-quality continuous operation—this is the true meaning of efficiency in engineering equipment.
If the lower coarse screen addresses whether material can safely enter the system, then the hydrocyclone combination in the mid-section determines classification efficiency. It may not be the most visually prominent component, but it is unquestionably the “heart” of the system.
- First, a common misconception must be clarified: hydrocyclones are not universal separators.
They are not suited for all particle sizes or concentrations, nor for violently fluctuating operating conditions. Their true strength lies in precise, repeatable size cuts within a defined range under appropriate conditions.
Thus, in this system, hydrocyclones are positioned as precision particle-cutting tools—not all-purpose separation devices.
Structurally, their efficiency depends first on stable feed conditions. Slurry does not enter directly but is buffered and pumped at relatively constant pressure and flow. Pumped feed, rather than gravity flow, provides a controllable operating window, allowing hydrocyclones to maintain their design cut point.
- Second, their working range is deliberately limited to medium and fine particles.
Large particles are intercepted upstream, while ultra-fine slurry exits with the liquid phase. By confining the particle-size range, hydrocyclones achieve the best balance between efficiency and service life.
Their two outlets reflect this clear division of responsibility:
1) The underflow discharges high-concentration sand with narrow grading and low moisture, suitable for direct discharge or secondary fine screening.
2) The overflow carries finer particles and liquid into the next stage, in an orderly manner.
This “outlet equals responsibility” design makes hydrocyclones a pivotal link in the process, not just a single separation step.
Importantly, high efficiency does not mean insensitivity to conditions. Stable pressure, concentration, and flow are prerequisites. When feed conditions fluctuate, cut size drifts and separation becomes unstable. The reason hydrocyclones maintain long-term efficiency here is not superior strength, but because the system continuously provides stable operating conditions—precisely why level control is essential.

In many traditional systems, vibrating screens are forced to handle both large throughput and high precision—an almost impossible balance. In the integrated design, the upper fine screen’s role is redefined, and here the system’s precision advantage truly emerges.
- First, its role is upgraded and liberated.
After coarse screening and hydrocyclone classification, the fine screen no longer faces raw slurry impact. The feed is already screened, classified, and load-reduced, allowing it to focus on precision.
- Second, its working target is clearly defined.
Fine particles entrained in hydrocyclone underflow—those in the critical range that determine final sand cleanliness. Secondary fine screening here brings product quality under predictable control.
This brings two key benefits:
1) Significantly reduced screen loading, extending screen life and minimizing blinding and jumping.
2) More uniform screening, yielding lower mud content and more stable product grading.
Crucially, improved precision does not come from simply finer mesh. True precision arises from upstream load reduction and classification. Precision is not forced—it is enabled by the system.
Among the many structural components of a desanding and desilting integrated unit, the level balance tank is often the most inconspicuous. It neither directly participates in screening nor produces a visible “separation result,” so it is frequently glossed over when equipment performance is discussed. In real operation, however, it is precisely this component that determines whether the entire system can run stably over the long term.
The primary function of the level balance tank is to absorb flow fluctuations within the system.
Under real operating conditions, slurry feed rates are never perfectly constant. Changes in upstream construction rhythm, variations in screening efficiency, and fluctuations in hydrocyclone discharge all generate transient shocks within the system. If these fluctuations act directly on the pump and hydrocyclones, operating conditions will repeatedly deviate from the design range.
The level balance tank effectively acts as a “buffer zone” within the system. By allowing the liquid level to rise and fall, it absorbs short-term flow variations and isolates instability from the pump and hydrocyclones. In doing so, it stabilizes pump suction conditions and prevents problems such as air entrainment, cavitation, or sudden highs and lows in slurry supply.
To make this process automatic and sustainable, the system is typically equipped with float switches or level control devices. The control logic is simple yet highly effective:
1) When the liquid level is low, the system automatically opens a return or make-up flow path to ensure the pump is always adequately supplied.
2) When the liquid level is high, excess slurry is discharged in time to prevent system overload or abnormal pressure buildup.
It is precisely this seemingly simple automatic regulation that keeps the system operating within a relatively constant liquid-level range. And stable liquid level directly translates into predictable hydrocyclone performance.
For hydrocyclones, stable inlet pressure determines stable cut size. Once the liquid level fluctuates, pump suction conditions change, feed pressure rises and falls, and the hydrocyclone cut point drifts accordingly—making consistent separation impossible. This is why many on-site problems such as “inaccurate separation,” “loss of fine particles,” or “inconsistent performance” often stem not from the hydrocyclone itself, but from unstable level control.
The value of this section can be summarized in one sentence: many issues that appear to be separation-technology problems are, in essence, system problems caused by unstable liquid level.
It is through this “invisible hub”—the level balance tank—that the desanding and desilting integrated unit truly links front-end screening, pump-fed slurry supply, and hydrocyclone classification into a stable, closed-loop operating system.

When the individual structures are viewed in isolation, each appears to perform its own task. But when they are placed back onto the same operating line, it becomes clear that true efficiency and precision are born from a complete, orderly flow logic.
From the moment slurry enters the system, the closed loop begins to operate.
- First, raw slurry enters the system and encounters the lower coarse screen.
This step does not pursue precision; its primary goal is speed. Large particles, debris, and irregular materials are rapidly removed, shedding system load at the very front end. Through this “rapid unloading,” downstream equipment no longer has to pay the price for irrelevant material.
- Next, qualified slurry enters the slurry tank and is uniformly pumped by the slurry pump.
The slurry tank serves as a buffer between screening and pumping, preventing instantaneous fluctuations from affecting slurry supply. The pump then converts unstable gravity flow into controllable pressure and flow, creating the conditions required for precise downstream classification.
- With stable feed conditions established, the slurry is delivered to the hydrocyclone cluster.
This is the classification core of the entire system. Under relatively constant operating conditions, the hydrocyclones precisely cut medium and fine particles: particles that should settle are discharged in a concentrated stream through the underflow, while fine slurry that should follow the liquid exits through the overflow into the next stage. At this moment, efficiency and precision first operate in parallel.
- The sand discharged from the hydrocyclones is not treated as the final product but is directed to the upper fine screen.
At this stage, the screening target is no longer a complex mixture but material with a relatively concentrated particle-size range. The upper fine screen can therefore focus on secondary precision screening, securing the final quality gate—reducing mud content without sacrificing throughput.
- Meanwhile, hydrocyclone overflow is guided into the level balance tank.
Here, excess fluctuations are absorbed and the liquid level is automatically regulated: part of the slurry is returned as make-up flow according to system demand, while the remainder is discharged in an orderly manner. System flow, pressure, and operating conditions are brought back into a stable range at this point, completing the closed loop.
When the entire process is viewed as a whole, the underlying division of labor becomes clear:
1) The screening system is responsible for “size,” determining whether material can enter the next stage.
2) The hydrocyclones handle “density + particle size,” achieving true classification and separation.
3) The level control system ensures “stability,” making all separation results repeatable.
This clear and disciplined allocation of responsibilities ensures that efficiency no longer comes at the expense of precision, and precision no longer relies on sacrificing capacity.
Within this closed-loop flow, efficiency and precision are not opposing choices, but natural outcomes that coexist under the right structure and process.
In slurry treatment, many efficiency or precision issues do not stem from poor equipment quality, but from flawed structural thinking. A common misconception is attempting to rely on a single “powerful device” to solve complex separation tasks that inherently require system-level coordination.
- The most typical case is relying solely on vibrating screens.
Vibrating screens are intuitive, efficient, and capable of high throughput, but they are fundamentally size-based separation devices. When screens are forced to afford excessive precision requirements, fine particles inevitably pass through with the liquid, limiting separation accuracy. Using finer meshes may seem like a solution, but it quickly leads to screen blinding, jumping, accelerated wear, and reduced system stability.
- The opposite extreme is relying solely on hydrocyclones.
Hydrocyclones can be highly efficient under suitable conditions, but they are extremely sensitive to pressure, concentration, and flow. Without front-end screening and back-end buffering, operating fluctuations are amplified. Minor issues result in unstable separation; severe cases lead to massive fine-particle losses, frequent blockages, and shutdowns.
Both approaches appear to simplify the system, but in reality they concentrate all stress on a single piece of equipment, forcing it to “brute-force” tasks outside its strengths—making reliability difficult to guarantee.
In contrast, the advantage of a combined structure lies precisely in “load sharing” and “coordination.” In the desanding and desilting integrated unit, every stage performs one critical function: reducing load.
The lower coarse screen removes large-particle impact, hydrocyclones handle only their optimal particle-size range, the upper fine screen provides precise finishing under low load, and the level system gathers and smooths all fluctuations. The result is not that one device works harder, but that the entire system works more easily.
More importantly, each stage creates optimal conditions for the next. The more orderly the upstream process, the more stable downstream equipment becomes; the more stable downstream operation is, the more valuable upstream design proves to be. This positive synergy allows the system to remain predictable over long-term operation—an important benchmark of engineering maturity.
Basic equipment answers the question “Can it work?” Mature systems answer “Can it work stably, controllably, and continuously?” From this perspective, the value of the desanding and desilting integrated unit lies not in how many devices it integrates, but in how its combined structure transforms complex conditions into manageable, adjustable, and repeatable engineering processes.
In other words, this combination is not merely more complex—it is more reliable.
Returning to the original question—why is “fast and clean” so difficult?
The answer has gradually become clear: efficiency is never just about power, and precision is never about blindly going finer.
Simply pursuing higher throughput often means greater impact and more frequent loss of control; blindly pursuing finer separation usually sacrifices stability and continuous operation. In complex and variable jobsite conditions, neither approach truly holds.
The solution offered by the desanding and desilting integrated unit is not a “stronger” component, but a smarter structural design. Through front-end coarse screening for load shedding, precise hydrocyclone classification, fine-screen finishing, and closed-loop level balancing, the system disentangles efficiency and precision and redistributes them into coordinated, role-specific engineering steps.
That is why the real secretof the desanding and desilting integrated unit does not lie in hydrocyclone specifications or screen mesh counts, but in how the entire flow logic is designed, constrained, and stably executed. When the process becomes clear and controllable, efficiency and precision naturally cease to be opposites.

At a higher level, this also serves as a benchmark for evaluating a manufacturer’s professionalism. Only those who truly understand system logic know where to “add” and where to “subtract,” where performance is needed and where stability matters more. Only by understanding the engineering wisdom behind the structure can equipment truly become stable, durable, and user-friendly—continuously creating value for contractors over long-term operation.Ultimately, true efficiency always returns to the structure itself.
Contact Us



